
肯纳RHM模块化铰削系统:
实现整体铰刀的金属去除率,直径范围D14MM~50MM,无需非标定制。D14~D20MM,有轴向驱动,从D20mm起,你可以选择轴向驱动或径向驱动的刀体
该系列铰刀的特点:
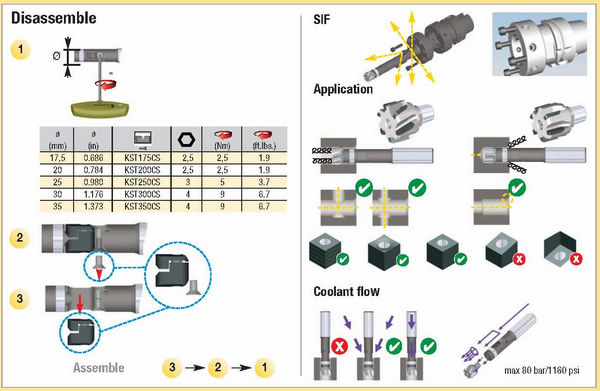
1、该铰刀系统,通过使用轴向驱动刀杆,既可以快速便捷的更换刀具。RHM可替换刀头也免去了重复偏差检查的必要;特殊的涂层和主偏角可以高速加工钢、不锈钢、铸铁和非铁材料;使用标准的SIF可调刀柄或SIF刀柄,可以很容易弥补径向偏差或主轴角的不****情况,以便实现孔的直线度和表面质量。
2、带KST连接系统的锥面连接,与竞争产品比较,有更高的速度和进给率。轴向驱动,可以在机床内更换铰刀头。
3、不等分的排屑槽,减少了刀具振动,完善了直线度和圆柱度,刀具也具有了更好的寿命。
4、专用的铰削材质和基材可以****刀具在较高速度和进给量的情况下,有很高的金属去除率。
5、非标定制:1um的步幅,直径可达50mm的刀盘带有或不带内冷。标准系列中有中间直径,交货时间短。刀杆有不同的长度,连接系统、和刀柄尺寸,可以满足不同的需要。无涂层的微粒基材硬质合金可以满足加工不同耐热材料加工的要求。
一、带螺旋槽和内冷的刀头

用于公差H7,研磨取得IT6孔公差等级的中间尺寸。

K605是半标准材质,可按要求提供。
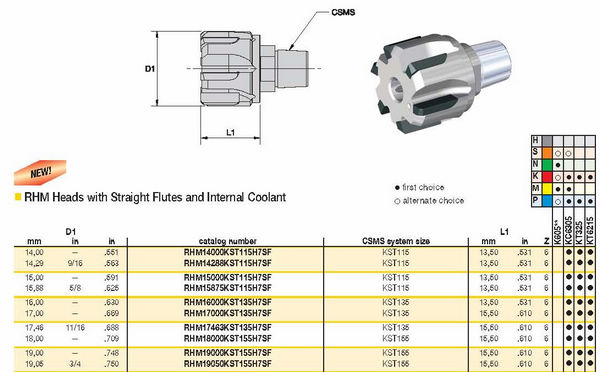
二、带直槽和内冷的刀头
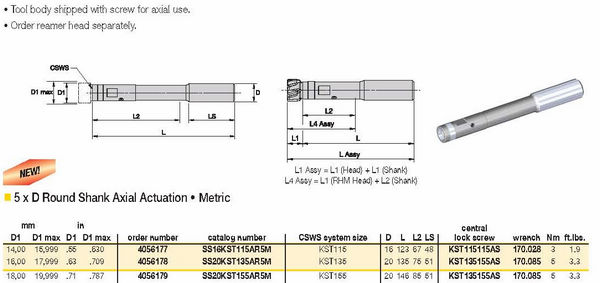
三、圆刀柄-轴向驱动
1、3倍D长度:

2、5倍D长度刀杆,圆柄-轴向驱动(公制)
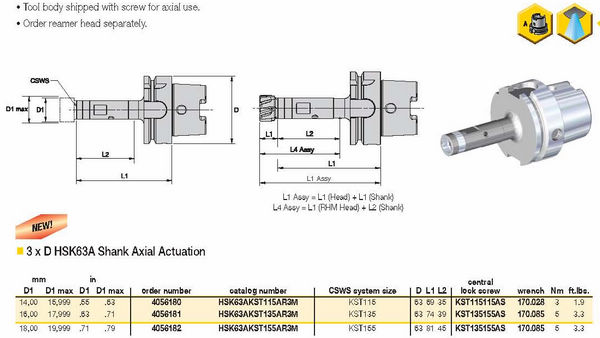
3、HSK刀柄――轴向驱动
3倍D长度
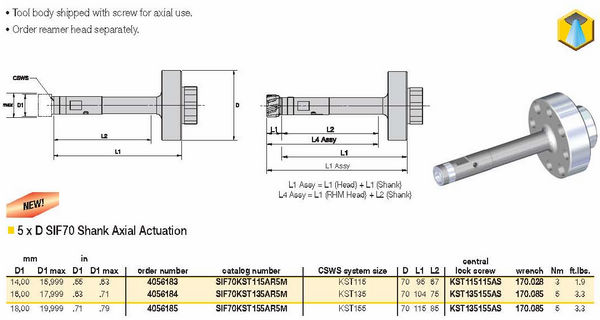
4、SIF刀柄,轴向驱动,5倍D长度
四、安装及拆卸
1、组装
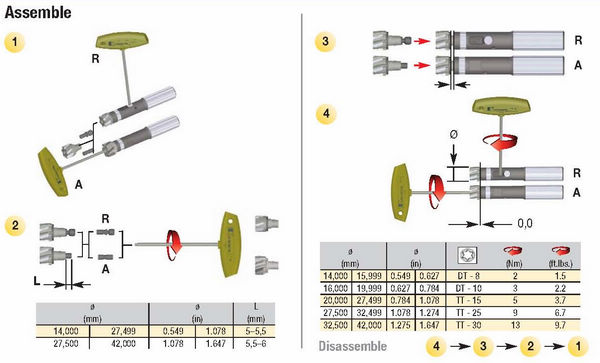
2、拆卸
铰孔常见问题及解决方法:
一、孔直径过大
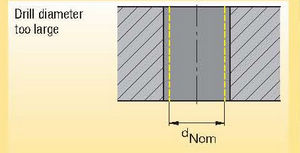
原因: 可能的修复方法:
1、铰削刀具偏离中心运行。 使用SIF平衡刀柄
2、导向孔与铰削加工的同心度不一致。 重新组合,使用浮动刀头
3、积屑瘤 更换冷却润滑液
4、不正当的冷却润滑液 改变切削速度
5、铰刀直径过大 测量铰刀,进行修复
二、孔直径过小
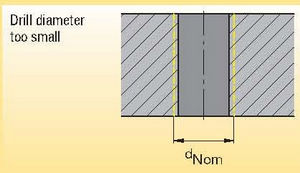
原因: 可能的修复方法:
1、铰刀磨损。 更换并重新安装刀具
2、不适当的冷却液 更换冷却润滑液
3、切削余量过小 增加铰削余量
三、喇叭孔、进口小、出口大
原因: 可能的修复方法:
1、导向孔和铰削加工的同心度不一致。 重新调整,使用SIF平衡刀柄
2、铰削导向孔德定位精度不好。 校正定位精度
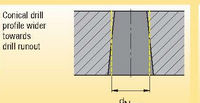
四、喇叭孔,进口大、出口小

原因: 可能的修复方法:
1、导向孔和铰削加工的同心度不一致。 重新组合,使用浮动刀头
2、铰削刀具支撑部位参与切削 轴向安装夹持铰刀
五、离心孔/振动划痕

原因: 可能的修复方法:
1、铰刀刀具偏离中心运行 使用SIF平衡刀柄
2、倾斜切削表面/不对称切削 钻削或铰削之前平整表面
3、工件扭曲 夹持工件时,要将冲击力方向考虑在内
六、表面质量不符合规定
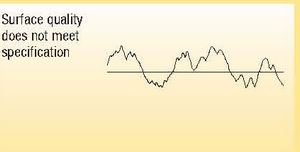
原因: 可能的修复方法:
1、刀具磨损 更换并重新安装刀具
2、铰削刀具偏离中心运行 使用SIF平衡刀柄
3、技术数据(切削参数)错误 在加工范围内,调整切削参数
4、排屑不好 优化冷却液供应,增加冷却压力和冷却液液量
七、进给划痕

原因: 可能的修复方法:
1、积屑瘤 更换冷却润滑液/改变切削速度
|


